Star News












Kuidas leida pinge mõõtmise viga. Tüüpilised ülesanded. Takistuse mõõtmise vead
Ülesanne №1…………………………………………………………………………3
Ülesanne №2………………………………………………………………………………6
Ülesanne №3………………………………………………………………………..9
KASUTATUD ALLIKATE LOETELU…………………………13
Ülesanne number 1. Tehniliste instrumentide ja metroloogia aluste kontrollimine
Nimivooluga magnetoelektrisüsteemi tehniline ampermeeter I nom =5A, nimijaotuste arv a nom = 100 on digiteeritud jaotused nullist nimiväärtuseni, mis on märgitud skaala igale viiendale osale (väljalülitatud ampermeetrite nõelad on nullasendis). Absoluutne viga: +0,03, +0,06, -0,05, +0,04, -0,02.
Takistuse mõõtmise vead
Viga määratletakse kui erinevuse suuruse mõõdetud või hinnangulise väärtuse ja selle tegeliku väärtuse vahel ning see on omane kõikidele mõõtmistele. Teadmised esineda võiva vea tüübist ja ulatusest on olemas tähtsust kui andmeid kasutada targalt, kas andmed loeti isiklikult mõõdetuks või loeti lihtsalt materjali või komponendi tootja andmelehtedelt. Meditsiiniuuringutes, bioloogias ja sotsiaalteadustes on katse aluseks andmete kogumise ja analüüsi plaan.
Tehnilise ampermeetri taatlus viidi läbi sama süsteemi eeskujuliku ampermeetriga.
1. Täpsustage tehniliste seadmete taatlemise tingimused.
2. Määrake mõõtmiste korrektsioonid.
3. Koostage muudatuste ajakava.
4. Määrake suhteline viga.
5. Määrake vähendatud viga.
6. Märkige, millisesse lähimasse standardse täpsusklassi see seade kuulub.
Ka insenerid peavad olema ettevaatlikud, kuigi mõned insenertehnilised mõõtmised on tehtud fantastilise täpsusega, enamik vigu on alla 1 protsendi ja mõned neist peavad kasulike andmete saamiseks kasutama täiustatud eksperimentaalseid projekteerimis- ja analüüsitehnikaid. Mõõtmine ja analüüs on projekteerimisprotsessi oluline osa alates projekteerimiseks vajalike materjalide ja komponentide esialgsest iseloomustamisest kuni prototüübi testimiseni, kvaliteedikontrollini tootmise, töötamise ja hooldus lõpptoode.
Kui seade ei vasta kehtestatud täpsusklassile, märkige see konkreetselt.
1. Taatlus viiakse läbi ruumis, kus on tööseadmete jaoks normaalsed tingimused. Ampermeetrit kontrollitakse võrdlusampermeetri näitude võrdlemisega. Ampermeetris, mille täpsusklass on 1,0; 1,5; 2,5; 5.0 kontrollitakse nende näitude võrdlemisel klassi 0,2 ja 0,5 seadmete näidiste näitudega.
Lisaks peate oma veahinnangusse lisama põhjendused ja arvutused, kui soovite, et see oleks teistele usutav. Murdveavormingu eeliseks on see, et see annab aimu vea suhtelisest tähtsusest.
Vead võib laias laastus jagada kahte kategooriasse: Mõõtmise süstemaatiline viga on järjepidev ja korratav kõrvalekalle või kõrvalekalle tegelikust väärtusest. Tavaliselt on see katseseadmete valearvestuse või katseprotseduuri probleemide tagajärg. Teisest küljest nimetatakse erinevusi näiliselt identsetes katsetingimustes tehtud järjestikuste mõõtmiste vahel juhuslikeks vigadeks. Juhuslikud kõikumised võivad esineda nii mõõdetud füüsikalises suuruses kui ka mõõtmisprotsessis või mõlemal juhul.
2. Skaala iga digiteeritud jaotuse absoluutvea teadmine (1; 2; 3; 4; 5). Määrame mõõtmise parandused, arvestades, et parandus on absoluutne viga, mis on võetud vastupidise märgiga:
- θ 1 = -0,03
- θ 2 = -0,06
- θ 3 = +0,05
- θ 4 = -0,04
- θ 5 = +0,02
3. Paranduste graafiku koostamiseks joonistame koordinaatteljed: horisontaalsed, millele joonistatakse skaala jaotuste digiteeritud väärtused, ja vertikaalsed - paranduste edasilükkamiseks - üles positiivne, alla negatiivne.
Kirjeldame statistilisi protseduure seda tüüpi vigade käsitlemiseks. Katsetulemuste esitamisel tuleks eristada "täpsust" ja "täpsust". Täpsus on mõõt selle kohta, kui täpselt mõõdetud väärtus vastab tegelikule väärtusele. Väga täpse mõõtmisega on seotud väga vähe viga. Pange tähele, et eksperimentaalses töös ei ole tegelik väärtus sageli teada ja seetõttu peab esitatud teave olema hinnanguline täpsus või viga.
Resistentsuse mõõtmise meetodid
Täpsus on mõõtmise korratavuse ja eraldusvõime mõõt – väikseim muutus mõõdetud suuruses, mida saab usaldusväärselt tuvastada. Kõrge täpsusega katseseadmed suudavad järjekindlalt mõõta väga väikeseid erinevusi füüsikalises suuruses. Pange tähele, et suure täpsusega mõõtmine võib siiski olla üsna ebatäpne. Kõrge mõõtmistäpsus on suure täpsuse vajalik, kuid mitte piisav tingimus.
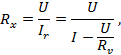
4. Suhteline viga arvutatakse järgmise valemiga:
![]()
kus X ja on suuruse mõõdetud väärtus;
X d - koguse tegelik väärtus.
5. Lähtudes ülaltoodud definitsioonist, määratakse vähendatud viga järgmise valemiga:
![]() ,
,
Oletame, et pinge mõõtmisel saab insener keskmiselt 1 volti ja kõige parempoolsem number vilgub üles-alla 0, 1 ja 2 vahel, ilmselt juhuslikult. Seega on täpsus absoluutarvudes ligikaudu volti. Täpsust saab hinnata tehtud mõõtmiste põhjal; täpsus tuleb leida võrreldes aktsepteeritud pingestandardiga. Vaadates tootja spetsifikatsioonilehte, mis sisaldab sellise võrdluse tulemusi, arvestab insener voltmeetri nominaalset täpsust.
Seebecki koefitsient on termoelektriliste materjalide üks võtmekoguseid ja seda mõõdetakse regulaarselt erinevates laborites. Seebecki koefitsiendi arvutamiseks toormõõtmisandmete põhjal on aga mitu võimalust. Me võrdleme neid erinevaid viise Seebecki koefitsiendi ekstraheerimisel hinnata tulemuste täpsust ja näidata meetodeid selle täpsuse parandamiseks. Lisaks toome ära katse ja andmeanalüüsi parameetrid, mille abil saab hinnata tulemuse usaldusväärsust.
kus X n ja X k on instrumendi skaala algus- ja lõpp-punktid;
X ja − suuruse mõõdetud väärtus;
X d - koguse tegelik väärtus;
D - mõõtmisvahemik.
Ülejäänud arvutustulemused viidi läbi sarnaselt ja on loetletud tabelis 1.
Tabel 1
6. Mõõtevahendi täpsusklass on üldistatud karakteristik, mis määratakse kindlaks lubatud põhi- ja lisavigade piiridega, samuti muude täpsust mõjutavate omadustega, mille väärtused on sätestatud teatud tüüpi mõõtevahendite standardites. .
Esitatud analüüsi saab kasutada Seebecki koefitsiendi mõõtmisvigade leidmiseks ja minimeerimiseks ning seeläbi mõõdetud materjali omaduste usaldusväärsuse parandamiseks. Termoelektrilised materjalid võivad muuta soojuse otse kasulikuks elektrienergiaks. Kuna soojusülekande allikaid on kõikjal, on kergesti kättesaadavatel termoelektrilistel generaatoritel palju potentsiaalseid rakendusi; need võivad näiteks parandada autode kütusesäästlikkust või võimsusandureid.
Termoelektriliste generaatorite atraktiivsus on seotud nende soojuse ja elektrienergia muundamise efektiivsusega. Paljud Seebecki koefitsiendi mõõtmise süstemaatilised vead on tingitud riistvaraprobleemidest, nagu proovi ja termopaari vaheline termiline kontakttakistus, parasiitsoojuse vool läbi termopaaride ja muud allikad. Selles artiklis keskendume Seebecki koefitsiendi sobivale andmeanalüüsile, mille näideteks on järjepidevuse kontrollid, mida saab teha saadud andmete paikapidavuse hindamiseks, ja toome välja parameetrid, mis näitavad mõõtmisel probleeme.
Seadme suurim vähendatud viga protsentides kõigi tööosa märkide juures on moodul 1,2%, seega määrame täpsusklassi väärtuse (lähim normaliseeritud väärtus, mis ületab vähendatud vea väärtust) standardvahemikust. Taadeldud ampermeetri täpsusklass on 1,5.
Ülesanne number 2. Elektriliste mõõtmiste meetodid ja vead
Kasutatud seadistust tutvustame peagi. Sellel on palju funktsioone teiste installidega ja see võib olla tüüpiline näide. Siin ei keskenduta tegelikele riistvara disaini üksikasjadele; lühike sissejuhatus on sellegipoolest kasulik järgmise arutelu jaoks.
Proovile rakendatakse muutuva temperatuuri gradienti, mille saab luua proovi lähedal asuvate gradiendisoojendite abil. Pilt. Seebecki koefitsiendi valim määratakse mõõtmiste järjestuses, nagu on näidatud joonisel. Teatud aja, tavaliselt 60 sekundi pärast, lülitub kütteseade välja, temperatuurigradient lõdvestub ja pingesignaalid kaovad aeglaselt. Pärast seda, kui süsteem on ligikaudu naasnud tasakaaluküttekehale 2, lülitage toide sisse ja korrake sammu.
Takistuse kaudseks mõõtmiseks kasutati kahte instrumenti: magnetoelektrilise süsteemi ampermeetrit ja voltmeetrit.
Takistuse mõõtmine viidi läbi temperatuuril t°C rühma 2, 5 või 6 seadmetega. Seadmete andmed, nende näidud, samuti seadmete rühm ja ümbritseva õhu temperatuur, mille juures takistust mõõdeti, U nom \u003d 30V, I täis \u003d 7,5 mA, \ u003d 1.0%, U =18V, I nom =15A, U pad =100mV, =1.5%, I=8A, instrumendigrupp 6, t=40 ºС
Järgides Martini klassifitseerimisskeemi, on mõõtmisprotseduur seega kvaasistatsionaarne. Salvestatud pingesignaalide ja gradientsoojendite toiteallika vahelise läbirääkimise vältimiseks kasutatakse järgnevaks analüüsiks ainult pärast küttekehade väljalülitamist saadud andmeid. Kuna seadistus sisaldab ainult kahte termopaari, ühte multimeetrit ja lülitikaarti, on see üks lihtsamaid süsteeme Seebecki koefitsiendi mõõtmiseks. Seetõttu esindavad paljud allpool käsitletud asjad teisi süsteeme, kuigi riistvara või elektroonika üksikasjad võivad erineda.
Määratlege:
1) takistuse väärtus r’ x instrumendi näitude järgi ja joonistage diagramm;
2) takistuse väärtus r x võttes arvesse seadmete sisselülitamise skeemi;
3) suurimad võimalikud (suhteline δ ja absoluutne Δ) vead selle takistuse mõõtmise tulemuses;
4) millistes piirides on mõõdetud takistuse tegelikud väärtused.
Nüüd tahame hinnata mitmeid võrrandeid, mida saab kasutada Seebecki diskreetimissageduse tuletamiseks. Võrrandite ümberkorraldamine annab kaks esimest võrrandit. See on tingitud termopaari tootmisprotsessist ja seda ei saa vältida. Teisest küljest on soovitav, et proovis mõõtmise ajal tekkiv temperatuurierinevus oleks väike, nii et võrrandi lihtsustus kehtiks. Seetõttu kipuvad võrrandid praktikas andma valesid tulemusi ja neid rakendatakse sellisena harva.
Teine põhjus, miks võrrand on küsitav, on väikeste valepingete olemasolu mõõtesüsteemis. Need võivad olla tingitud temperatuuride erinevustest mis tahes elektriühenduses erinevate materjalide vahel või termopaaride ebahomogeensusest ja tavaliselt ei saa neid täielikult välistada.
1. Vastupanu suurus R'x määratakse järgmise valemiga:
kus U - voltmeetri näidud, V;
I - ampermeetri näidud, A.
![]()
Õige skeemi valimiseks tuleb esmalt määratleda seosed ja
kus U pad - pingelang seadme klemmidel, mV;
Näha on, et saadud mõõteandmeid saab antud parameetrite abil valemiga hästi esitada. Näide illustreerib, et võrrandit tuleks kasutada ainult valimi Seebecki koefitsiendi ligikaudse hinnangu saamiseks. Tuntud lähenemisviis nihkete mõju kõrvaldamiseks on Seebecki koefitsiendi tuletamine mitte ühest andmepunktide komplektist, vaid pinge ja temperatuuri erinevuse vahelisest lineaarsest seosest. Et võrrandid oleksid õiged, on vaja ainult, et nihked oleksid mõõtmise ajal konstantsed, mida on eksperimentaalselt palju lihtsam teha kui nihkeid üldse mitte omada.
I nom - mõõtmispiir, A.
![]()
kus U nom - mõõtepiir, V;
I täis - seadme noole koguhälbe vool, mA.
![]()
![]()
![]()
Joonistel on näidatud algsed mõõtmisandmed, andmetele vastavad vastavad lineaarsed väärtused ning sobivusest arvutatud lineaarsed korrelatsioonikoefitsiendid ja Seebecki koefitsiendid. Kolmest lineaarsest lisandist saadud Seebecki koefitsiendi väärtused on väga sarnased ja erinevad vähem kui 1%. Muud erinevused võivad tuleneda statistilisest mürast mõõtesignaalides ja traadi materjali Seebecki koefitsiendi väikestest ebatäpsustest.
Iga temperatuuri jaoks arvutati kõigi kolme andmekogumi jaoks lineaarsed korrelatsioonikoefitsiendid. Lühidalt öeldes annavad võrrandid Seebecki koefitsiendi jaoks väga sarnased tulemused ja on samaväärsed. See ei pruugi olla liiga üllatav, kuna need on tuletatud samadest põhivõrranditest ja kirjeldavad sama füüsilist olukorda. Kuid nagu allpool näidatakse, ei ole täheldatud hea kokkulepe iseenesestmõistetav ja seda saab kergesti rikkuda. Seni näidatud tulemuste puhul ei ole võrrandites kasutatud temperatuurid tuletatud multimeetri temperatuurinäidust.
Valige skeem:
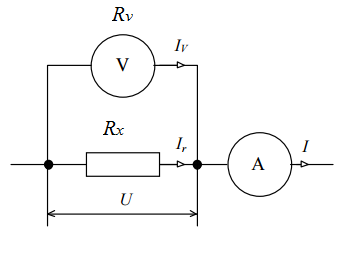
2. Leidke takistuse väärtus Rx võttes arvesse seadmete sisselülitamise skeemi
kus U - voltmeetri näidud, V;
I - ampermeetri näidud, A;
R v on voltmeetri sisetakistus Ohm.
Termopaarist saadava pinge ja vastava ristmiku temperatuuri vaheline seos on antud valemiga. Samuti tuleb märkida, et väikesed temperatuuri mõõtmisvead mõjutavad Seebecki koefitsiendi tulemust vähe, kui need jäävad konstantseks. Tegelikult, eeldades ühe külma ristmiku temperatuuri kahe termopaari jaoks, millel on tegelikult erinevad külma külje ristmiku temperatuurid, erinevad üks või mõlemad arvutatud temperatuuridest selle "tegelikust" väärtusest.
Kui selle asemel kasutatakse ainult multimeetri temperatuurinäitu, on kokkulepe vähem efektiivne. Veel üks eelis parema täpsuse ees on välise pinge ja temperatuuri muundamine. See ümberlülitamine võtab sisemiste stabiliseerimisprotseduuride tõttu veidi aega ja piirab mõõdetud andmepunktide arvu mittestatsionaarses mõõtmisprotseduuris, mida kasutatakse meie seadistuses. Kui salvestada ainult pingeid, saab sama mõõtmisajaga rohkem andmepunkte, mis vähendab saadud tulemuste statistilist ebakindlust.
![]()
2. Selle takistuse mõõtmise tulemusest leiame kõige võimalikud (suhtelise δ ja absoluutse Δ) vead:
![]() .
.
1) Voltmeetri jaoks
±γv =±1,0±1,0=±2%
2) Ampermeetri jaoks
± γ a \u003d ± 1,5 ± 1,5 \u003d ± 3%
Resistentsuse mõõtmise kaudse meetodi suhteline viga määratakse valemiga
![]() ,
,
kus δ U ja δ I‒ suhtelised vead pinge ja voolu mõõtmisel.
Väärtused δ U ja δ I saab määrata soovitatud kirjanduses toodud valemitega. Seega on suhteline viga pinge mõõtmisel
kus γ Σ on mõõtetulemuse suurim võimalik viga;
U nom - voltmeetri nimipinge;
U on mõõdetud pinge väärtus.
![]()
Samamoodi määratakse suhteline viga voolu mõõtmisel:
![]()
±δR =±3,33±5,6=±8,93%
Määrata absoluutne viga, samuti mõõdetud takistuse tegeliku väärtuse muutumise piirid R tuleks kasutada suhet
![]()
![]()
![]()
4. Kehtivad väärtused mõõdetud takistus on vahemikus:
Rx -∆R≤Rx ≤Rx +∆R,
2,05≤R x ≤2,45
Ülesanne 3. Magnetsuuruste mõõtmine
Magnetmõõtmised on kogu elektrilise mõõtetehnoloogia lahutamatu osa. Samal ajal suureneb magnetmõõtmiste osakaal muu hulgas pidevalt. Seda seletatakse magnetnähtuste suureneva kasutamisega teaduses ja tehnoloogias, ferromagnetiliste materjalide (FMM) tootmise ning nende kasutamisega elektriseadmetes, -instrumentides ja automaatikas.
Magnetmõõtmismeetodite klassifitseerimisel lähtutakse mõõtmisprotsessis kasutatavate nähtuste füüsikalisest olemusest, s.o. magnetilise suuruse muundamine elektrisignaaliks.
Sellega seoses on magnetiliste suuruste mõõtmiseks olemas induktsioonimeetodid; kahe magnetvälja vastasmõjul põhinevad meetodid; meetodid, mis põhinevad magnetvälja mõjul ainete füüsikalistele omadustele.
Magnetiliste materjalide testimise aluseks on magnetiliste suuruste mõõtmise meetodid. Kõik ferromagnetilised materjalid jagunevad kõvaks magnetiliseks (MTM) ja pehmeks magnetiliseks (MMM). Esimesi kasutatakse püsimagnetväljade allikatena (PM püsimagnetid). Tänaseks on nende jaoks välja kujunenud kolm testimisvaldkonda: MTM-i omaduste uurimine, MTM-proovide tootmiskontroll ja püsimagnetite tootmiskontroll. MTM-i omaduste uurimisel on vaja saada piisavalt täielikku teavet materjali omaduste kohta: algmagnetiseerimiskõver, piirav magnethüstereesi ahel, demagnetiseeriva sektsiooni erinevate punktide tagastuskõverad jne. Induktsiooni mõõtmine on tavaliselt teostavad induktsioon- ja galvanomagnetmuundurid. Väljatugevuse mõõtmine taandub tavaliselt magnetiseerimisseadmete voolu mõõtmisele või väljatugevuse tangentsiaalse komponendi kohta teabe hankimisele induktiiv- või galvanomagnetilistest muunduritest. MTM-i ümbermagnetiseerimist saab läbi viia konstantse ja vahelduva välja abil. Kui materjal magnetiseeritakse konstantse väljaga, saadakse staatilised omadused. Välja pideva tsüklilise muutumisega saadakse dünaamilised karakteristikud, mida saab magnetiseerimise ümberpööramise infra-madala sageduse vahemikus vajaliku täpsusega lähendada staatilistele.
MTM-i tootmisprotsessi õigsuse ja tehnoloogilise režiimi vastava korrigeerimise tagamiseks juhitakse olulisemaid üksikuid materjali parameetreid, eelkõige sundjõudu Hc. Hc saamise algoritm taandatakse magnetilise induktsiooni või magnetiseerimise nullväärtuste fikseerimiseks ja väljatugevuse lugemiseks.
Püsimagnetite juhtimise klassifitseerimistunnuste keskmes on kontrollitavate parameetrite tüüp, teabe hankimise meetod. Eristage juhtimist magnetvoo järgi töötava süsteemi lähedases süsteemis; juhtimine demagnetiseeriva sektsiooni üle. Väljundinformatsiooni saamise meetodi järgi eristatakse otsese lugemise ja diferentsiaalmõõtmismeetodiga seadmeid - teabe saamine näidis- ja testitud PM-i omaduste erinevuse kujul.
Magnetiliselt pehmeid materjale iseloomustavad magnetilised parameetrid, mida mõõdetakse konstantses ja vahelduvas väljas. Peamised MMM-i konstantsete väljade mõõdetavad karakteristikud on: põhimagnetiseerimiskõver, piirav hüstereesiahel ja selle parameetrid (Br, Hc), algne ja maksimaalne magnetiline läbilaskvus. GOST 8.377-80 kehtestab peamise ballastimeetodi materjali omaduste uurimiseks. Praegu on seoses tööstuse arendamisega ühtne elektroonilised seadmed Laialdaselt on kasutatud pideva aeglaselt muutuva välja meetodit.
Vahelduvates väljades on MMM-i peamised omadused peamine dünaamiline magnetiseerimiskõver, dünaamiline hüstereesiahel, kompleksne magnetiline läbilaskvus ja erikadud. Lisaks on olenevalt testi sagedusalast hulk määratud omadusi ja parameetreid. Kõige sagedamini tehakse MMM-testid sagedusvahemikus 50 Hz - 10 kHz. Peamised katsemeetodid selles sagedusvahemikus on: induktsioon, kasutades ampermeetrit, voltmeetrit, vattmeetrit; induktsioon faasitundlike seadmete abil (ferromeetriline); induktsioon potentsiomeetriga vahelduvvoolu; induktsioon ferrogafi (ostsilloskoobi) abil; induktsioon stroboskoopiliste muundurite abil; parameetriline (sild).
Induktsioonimeetodeid iseloomustab mõõtepoolides indutseeritud EMF mõõtmine. Ampermeetri ja voltmeetri kasutamine võimaldab määrata dünaamilist suhtelist läbilaskvust. Olles kõige lihtsam, on sellel mõõtmismeetodil suur viga (kuni 10%) ja see ei anna võimalust määrata kadusid proovides. Vattmeetri kasutamine on standardiseeritud MMM-proovide kadude määramiseks.
Vattmeetri meetodi eelisteks on lihtsus ja kõrge tootlikkus, suhteliselt väike mõõtmisviga tööstuslikes katsetes (5–8%) ning testimise lai sagedusvahemik (kuni 10 kHz). Puudusteks on teabe väike hulk ja vea suurenemine magnetiseerimise ümberpööramisel üle 1,2 T induktsioonini, mis on tingitud kõvera kuju kõrvalekaldest sinusoidsest.
Ferromeetriline mõõtmismeetod põhineb perioodiliste mittesinusoidsete suuruste hetkeväärtuste määramisel faasitundlike seadmete abil. Funktsiooni tuletise keskmise väärtuse ja funktsiooni enda hetkväärtuse vaheline seos on siin aluseks inertsiaalseadmete kasutamisele MMM-i dünaamiliste karakteristikute registreerimisel.
Ferromeetrilise mõõtmismeetodi eeliste hulka kuuluvad: madal viga (2 - 5%); võimalus määrata suur hulk magnetilisi omadusi, sealhulgas kadude arvutamine. Selle meetodi puudusteks on proovide piiratud suurus ja sagedusvahemik; mõõtmisprotsessi kestus ja tulemuste töötlemine; seadmete suhteliselt kõrge hind.
Ostsilloskoobi meetodit kasutatakse peamise dünaamilise magnetiseerimiskõvera, sümmeetriliste hüstereesisilmuste perekonna, proovide kadude mõõtmiseks ja visuaalseks jälgimiseks sagedustel 50–500 Hz. Meetodi puudusteks on vajadus mõõtmiste järele ostsilloskoobi ekraanil, mis on seotud objektiivsete ja subjektiivsete lugemisvigade suurenemisega.
MMM-i induktsiooni testimise meetoditest on kõige täpsem potentsiomeetriline, mis põhineb B ja H-ga võrdeliste signaalide mõõtmisel vahelduvvoolu potentsiomeetrite abil. See meetod määrab magnetilise induktsiooni sõltuvuse magnetvälja tugevusest, kompleksse magnetilise läbilaskvuse komponentidest ja kogukadudest. Meetodi eelisteks on kõrge mõõtmistäpsus ja lai mõõdetud väärtuste valik. Puuduste hulka kuuluvad: mõõtmisprotsessi kestus, kasutatud seadmete kõrge hind ja keerukus.
Stroboskoopilise mõõtmismeetodi olemus seisneb selles, et uuritavad perioodiliselt muutuvad suvalise kujuga signaalid korrutatakse nn stroboimpulsiga. Sel juhul toimub korrutamine igal järgneval perioodil aja nihkega teatud intervalli võrra (lugemise samm) võrreldes eelmisega. Tänu sellele on võimalik punkthaaval teostada ja seejärel taasesitada kogu uuritava signaali perioodi näitu. See võimaldab sarnaselt ferromeetrilisele meetodile kasutada kiiresti muutuvate protsesside salvestamiseks inertsiaalseid isesalvestavaid ja digitaalseid printimisseadmeid. Stroboskoopilise mõõtmismeetodi peamine eelis on võimalus saada dokumentaalset teavet FMM-i omaduste kohta viimase magnetiseerimise ümberpööramise protsessis.
Magnetmaterjalide testimise parameetriline meetod on mähise induktiivsuse ja takistuse määramine testitava magnetahelaga sillaahela tasakaalustamise teel. Põhimõtteliselt on see meetod mõeldud nõrkade väljade piirkonna omaduste määramiseks. Selle eelised on: kõrge mõõtmistäpsus, lai testimissagedus. Puuduste hulka kuuluvad: mõõtmistulemuste sõltuvus mõõteahela elementide poolt tekitatud induktiiv- ja mahtuvuslikest häiretest; vea suurenemine madalatel katsesagedustel; testimisprotsessi keerukus ja kestus. MMM-i testimiseks magnetiseerimise ümberpööramise dünaamilises režiimis on ka teisi meetodeid, kuid nendel põhinevate seadmete tehnilised ja tööomadused ei ole masstestimisel tõhusad.
1.1. Täpsusklassi 1,0 voltmeeter mõõtepiiriga 300 V, mille maksimaalne jaotuste arv on 150, taatleti 30, 60, 100, 120 ja 150 jaotuse juures, kusjuures absoluutviga nendes punktides oli 1,8; 0,7; 2,5; 1,2 ja 0,8 V. Tehke kindlaks, kas seade vastab määratud täpsusklassile, ja iga märgi suhtelised vead.
Lahendus. Täpsusklassi 1,0 voltmeetril, mille mõõtepiir on 300 V, on suurim absoluutviga 3 V. Kuna absoluutvea väärtus kõigi kontrollitud märkide korral on alla 3 V, vastab seade täpsusklassile 1,0.
Suhtelised vead:
1.2. Tarbija voolu on vaja mõõta vahemikus 20 - 25 A. Seal on mikroampermeeter, mille mõõtepiir on 200 μA, sisetakistus 300 oomi ja maksimaalne jaotuste arv 100. Määrake šundi takistus, et laiendada mõõtmispiir kuni 30 A ja määrata suhteline mõõtmisviga umbes 85 jaotuse juures, kui instrumendi täpsusklass on 1.0.
Lahendus. Kõigepealt peate määrama šundi koefitsiendi: ![]() . Siis
. Siis ![]() . Määrame 85 jaotusele vastava ampermeetri näidu, mille jaoks korrutame jagamise väärtuse 0,3 A / jagamine jaotuste arvuga 85, siis näitab seade I \u003d 25,5 A. Suhteline viga selles punktis DI max \ u003d 0,3A.
. Määrame 85 jaotusele vastava ampermeetri näidu, mille jaoks korrutame jagamise väärtuse 0,3 A / jagamine jaotuste arvuga 85, siis näitab seade I \u003d 25,5 A. Suhteline viga selles punktis DI max \ u003d 0,3A.
1.3. Ampermeeter, voltmeeter ja vattmeeter kuuluvad vahelduvvooluvõrku läbi voolutrafo 100 / 2,5 A ja pingetrafo 600 / 150 V, mis näitasid vastavalt 100, 120 ja 88 jaotust. Seadmete mõõtepiirid on järgmised: ampermeeter - 3 A, voltmeeter - 150 V, vattmeeter - voolutugevusel 2,5 A, pingel 150 V. Kõikidel täpsusklassiga 0,5 seadmetel on maksimaalne jaotuste arv 150. Määrake kogusumma võrgu tarbitav võimsus, selle kogutakistus ja võimsustegur; suurim absoluutne ja suhteline viga impedantsi mõõtmisel, võttes arvesse instrumentide täpsusklassi.
Lahendus. Iga seadme jagamise hinna määrame mõõtmislimiidi suhtena maksimaalse jaotuste arvuga. Ampermeetri jaotusväärtus on 0,02 A / div, voltmeetri puhul - 1 V / div, vattmeetri puhul - 2,5 W / div.
Seejärel instrumendi näidud: I = 0,02 × 100 = 2A; U = 1 × 120 = 120 V; P = 2,5 × 88 = 220 W.
Teisendussuhted K I \u003d I 1nom / I 2nom \u003d 100 / 2,5 \u003d 40; U \u003d U 1nom / U 2nom \u003d 600 / 150 \u003d 4.
Siis võrgu vool, pinge ja aktiivvõimsus:
Võrgu tarbitav koguvõimsus määratakse voolu ja pinge kaudu:
Võimsustegur
![]() .
.
Võrgutakistus
![]() Ohm.
Ohm.
Kõrgeim väärtus kogu vastupanu
![]() Ohm
Ohm
kus on absoluutne viga
Suhteline mõõtmisviga
![]() %.
%.
1.4. Ampermeetri ja voltmeetri meetodil mõõdetakse takistust vastavalt joonisel fig. 8.2, a. Ampermeetri ja voltmeetri näidud olid järgmised: U = 4,8V, I = 0,15A. Seadmete täpsusklass on 1,0 ja mõõtmispiirid I pr \u003d 250 mA, U pr \u003d 7,5 V. Määrake mõõdetud takistus, suurimad absoluutsed ja suhtelised mõõtmisvead.
Lahendus. Mõõdetud takistus ![]() Ohm. Voltmeetri ja ampermeetri suurim absoluutviga määratud piiride ja täpsusklassiga 1,0 V; A. Mõõdetud takistuse kõrgeim väärtus, võttes arvesse rakendatud seadmete täpsusklassi Ohm. Siis on suhteline mõõtmisviga %.
Ohm. Voltmeetri ja ampermeetri suurim absoluutviga määratud piiride ja täpsusklassiga 1,0 V; A. Mõõdetud takistuse kõrgeim väärtus, võttes arvesse rakendatud seadmete täpsusklassi Ohm. Siis on suhteline mõõtmisviga %.
1.5. Elektrienergia arvesti passiandmed: 220 V, 10 A, 1 kWh - 640 ketta pööret. Määrake arvesti suhteline viga ja parandustegur, kui seda testiti voolu ja pinge nimiväärtustel ja 10 minutit. tegi 236 pööret.
Lahendus. Määrame loenduri nimi- ja tegelikud konstandid:
![]() W×s/pöör.
W×s/pöör.
Loenduri parandustegur ![]() .
.
Suhteline loenduri viga %.
1.6. Voolutrafo TKL-3 sekundaarmähis on ette nähtud ampermeetri sisselülitamiseks mõõtepiiriga 5 A. Instrumentide täpsusklass on 0,5. Määrake nimivool primaarahelas ja ampermeetris, instrumentide mõõtmisvead, kui teisendussuhe on K I \u003d 60, ja primaarahela vool I 1 \u003d 225 A.
1.7. Voltmeeter 100 V skaalaga, 100 jaotust, ühendatud sekundaarmähis pingetrafo NOSK-6-66 (U 1 = 6000 V). Määrake võrgupinge, kui voltmeetri nõel peatub 95. jaotuse juures. Määrake mõõtmisvead esimese täpsusklassi instrumentidega.
Lahendus. Vastavalt pingetrafole määrame teisendussuhte: ![]() . Pinge primaarahelas, kui seade loeb. Voltmeetri pinge mõõtmise suhteline viga
. Pinge primaarahelas, kui seade loeb. Voltmeetri pinge mõõtmise suhteline viga ![]() . Üldine suhteline viga.
. Üldine suhteline viga.
1.8. Mõõtevoolutrafo TSHL-20 10000/5 ja voolu mõõtmiseks pingetrafo NTMI-10000/100 kaudu on ühendatud 5 A ampermeeter, 100 V voltmeeter ning 5 A ja 100 V vattmeeter (skaalaga 500 jaotust). , pinge ja võimsus . Määrake primaarahela vool, pinge, aktiivvõimsus ja võimsustegur, kui mõõtetrafode sekundaarahelas on I 2 \u003d 3 A, pinge U 2 \u003d 99,7 V ja vattmeetri näit on 245 jaotust.
Lahendus. Voolutrafo nimitrafo suhe ![]() . Nimipinge trafo suhe
. Nimipinge trafo suhe ![]() . Vool trafo primaarmähises. Vooluahela pinge. Ahela aktiivvõimsus. Vooluahela võimsustegur
. Vool trafo primaarmähises. Vooluahela pinge. Ahela aktiivvõimsus. Vooluahela võimsustegur ![]() .
.

